

splanowany blok

cylindry honowane, w tym momencie wszystko myjemy na czysto, tloki czyscimy na blysk, najwazniejsze sa rowki na pierscienie, pod spodem zbiera sie nagar,

robota dobrze idzie jak ma sie pomocnika z takim..... talentem....
powoli bierzemy sie za skladanie, wszystko oliwimy, tloki, pierscienie, panewki, cylindry, wrzucamy wal, dokrecamy na pierwszy stopien i sprawdzamy czy obraca sie swobodnie, bez zadnych zaciec itp, jak wszystko jest ok to dokrecamy na drugi stopien, montujemy tloki, sprawdzamy szczeline na zamku pierscienia po wsadzeniu go do cylindra, stare pierscienie mialy 1,1mm, nowe 0.25mm wiec jest ok



ostateczne pomiary,

i gotowe, silnik musi obracac sie bez najmniejszego problemu, na poczatku z nowymi tlokami i honowanymi cylindrami bedzie chodzic troche "szorstko" lecz ostra powierzchnia cylindra i pierscieni zagwarantuje rownomierne dotarcie sie tych elementow
Dorzucę jeszcze do tego posta cos o glowicy, warto przed robota sciagnac sobie serwisowke do danego silnika zeby dokladnie znac wszystkie wartosci,

glowica po "remoncie" u pajaca ktory uwazal sie za fachowca, nie trzyma zadnych wymiarow, a rozbierznosc w glebokosciach osadzenia zaworow dochodzi do 0,9mm, w dieslu jest to niedopuszczalne

glebokosci osadzenia sa chyba najwazniejszym wymiarem w dieslowej glowicy a baran ktoremu zlecilem zrobienie glowicy wzial i przetoczyl zawory "bo byly nadpalone", jak sa zawory nadpalone to sie je wymienia a nie toczy czy szlifuje. Serwisowka przewiduje ze zawory powinny byc osadzone od... do..., te popisane wymiary dlugopisem sa usrednionymi wymiarami,
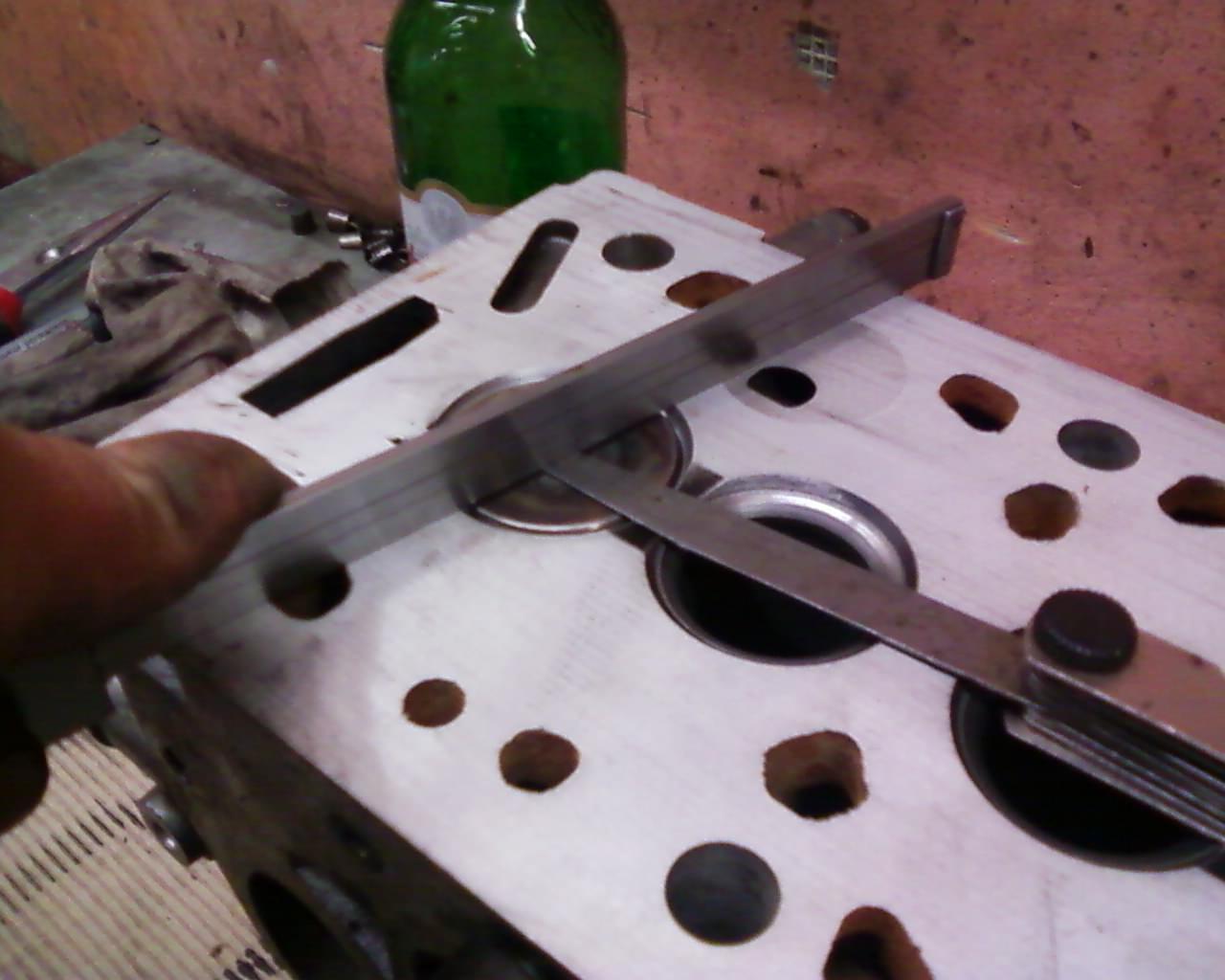
mierzymy glebokosc osadzenia nowego zaworu


sprawdzamy czy zawor z gniazdem wspolgra, czasami gniazda sa mocno "zbite" przez zawor, w moim przypadku bardziej obawialem sie ze pan fachowiec cos kombinowal z gniazdem ale juz przed docieraniem widac ze nie jest zle. Zawory musza byc dotarte tak zeby zawor mial te 2,5-3,5mm gladkiej przylgni bo nie tylko trzyma cisnienie ale wlasnie przez przylgnie odprowadza temperature z zaworu na glowice

jeden spasowany

reszta tez, po docieraniu zawory troszke "wpadna" do glowicy o ok 0,05-0,1mm, generalnie wymiary wyszly dobrze, ssace wyszly akurat w polowie zakresu, wydechowe mogly by byc 0,15mm nizej ale i tak smialo sie mieszcza w zakresie. Jezeli w starej glowicy zawory wpadaja ponizej wtego wymiaru ktory podaje serwisowka to konieczna jest wymiana gniazd.

po dotarciu zaworow, uzbrajamy glowice, montujac uszczelniacze zaworowe zakladamy "kondonika" z rogu woreczka i dajemy na niego pare kropel oleju, ostra krawedz nie przetnie uszczelniacza, jak juz wszystko mamy poskladane to dobieramy uszczelke pod glowice,

w tym momencie najwazniejszymi wymiarami dla nas jest wysokosc tloka a wlasciwie to ile wystaje ponad cylinder, w moim przypadku bylo to 0,75mm wiec dla mojego silnika przypiasana jest uszczelka z 4 nacieciami- tak jak podaje tabela, trzeba jednak pamietac ze glebokosc osadenia zaworu jest bardzo istotna, zawor ktory siedzi z np 1mm glebiej powieksza nam komore spalania a co za tym idzie zmniejsza stopien sprezania, i nawet super dobrana uszczelka nam nie pomoze w paleniu zimnego silnika. Jezeli juz wiemy jaka mamy zamontowac uszczelke to dodatkowo musimy zmienic podkladki pod forkomorami na wlasciwe. Jest 5 grubosci uszczelek i 5 grubosci podkladek, jak bierzemy np uszczelke z 3-ma nacieciami to do tego podkladki 3-go wymiaru